
Molding failures and structural weaknesses (part 1)
ESPECIALLY FOR OUR USERS
Do you experience unexpected structural failure during the assembly of your part? Wedl lines, air pockets, etc. could be the reason during production ... In this newsletter series, we will show you how to identify and deal with these failures using Moldex3D. Today, we will cover air pockets, burns and sink marks.
Based on the mold design, air may become trapped in the part. This air heats up during the filling phase as it is compressed. As a result, air pockets and burns (diesel effect) occur in the part. The air pockets usually develop in areas where the melt arrives at the cavity's end. To avoid these defects, several corrective measures can be considered, depending on the design and the injection process. First and foremost is adding or optimizing the venting system to prevent air entrapment. Additionally, the melt and mold temperature can be reduced to avoid overheating of the plastic melt.
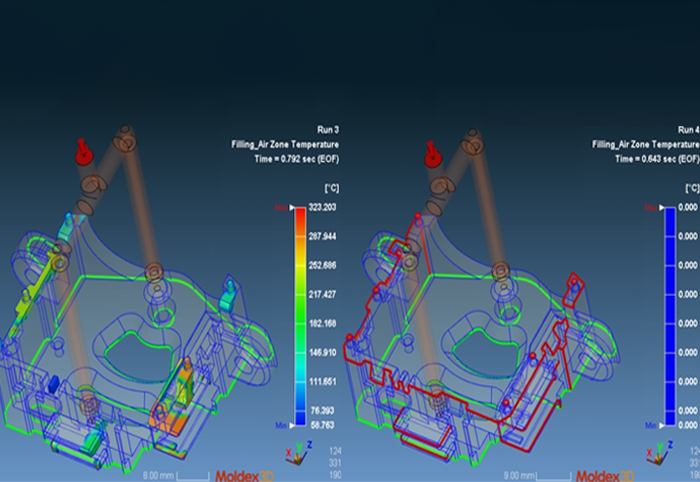
In Moldex3D, the "Air Zone Temperature" and "Air Zone Pressure" results show where air has been trapped in the part as well as the temperature and pressure in that area. If the temperature is significantly higher than the maximum processing temperature of the polymer, burn marks will appear on the surface. The figure shows the results of the air zone temperature of a molded part in which trapped air has appeared and been heated at the end of the filling process (left). To solve this problem, a venting system can be added or modified if it is already exists. This can be done via "Venting" in the "Boundary Conditions" section in Moldex3D Studio. If a time-based venting is applied, the time steps and their air pressure can be set in "Venting Profiles". In our example we have added a vent, which is represented by the red lines in the image and as displyed, with a proper venting, the air has been completely removed from the part.
Another known defect that can reduce the quality of the products are sink marks. They are small depressions in the surface of the molded part, which are caused by shrinkage of the material in the core of the molded component. If the material cools too slowly the inner pressure of shrinkage deforms the surface layer before it solidifies. To check this defect in Moldex3D, the sink mark indicator in packing results and the volumetric shrinkage in warpage analysis can be evaluated. A positive value of the sink mark indicator indicates surface shrinkage, a negative value indicates overpacking.
Solutions to reduce sink marks include:
__ Increasing packing pressure and time
__ Increasing the gate size, which can help improve filling
__ Reducing mold temperature to increase cooling rate.
__ Optimizing wall thickness which leads to faster cooling
Would you like to know more?
Please contact us: + 49 (0)241-565 276-0 or send us an email to info@simpatec.com .