
Importance of PVT curves on Injection Molding Simulations
ESPECIALLY FOR OUR USERSDuring injection molding, the polymer is subject to pressure and temperature changes in various phases, which lead to a change in its specific volume. These fluctuations are reflected in PVT curves and can strongly influence the quality of molded parts.
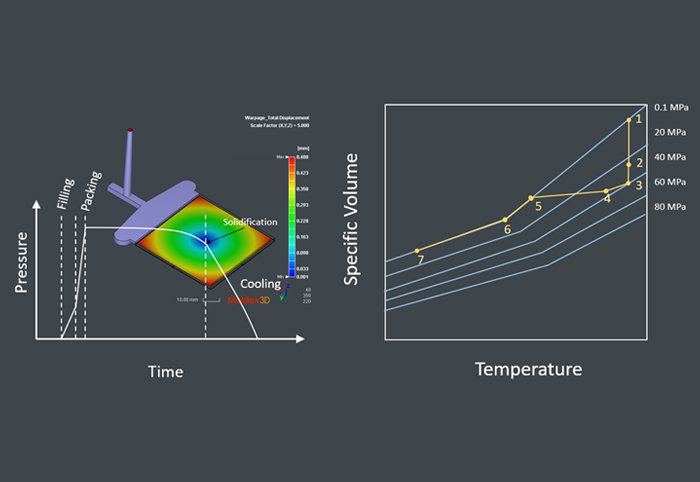
Injection molding process consist of the following steps. (a) The polymer is melted in a screw or barrel unit. (b) The melted polymer is filled into a mold cavity. (c) Once the cavity is filled, a pressure is imposed until the material is solidified. (d) The molded material continues to be cooled and is ejected. The rest of the cooling happens in the open air. In the left image above, a usual pressure profile of a point in the mold cavity shows different stages of an injection molding cycle.
These stages involve changes in temperature and pressure of the polymer which result in the changes in the specific volume of the material. The dependency of specific volume on temperature and pressure can be seen in PVT curves which also reflects the changes during injection molding. In the image above right side, from point 1 to 2, the cavity is filled. From the point 2 to 3 is the compression. From point 3 to 4, in the holding stage, the pressure slightly decreases due to cooling. From point 4 to 5, polymer keeps cooling and shrinking and pressure drops to normal. From 5 to 6 is the isobaric cooling and plastics parts keep on shrinking. Point 6 to 7 is the post mold isobaric cooling after the mold ejection.
In order to capture the changes of temperature and pressure in cavity and consequently the plastic volume, it is important to have an accurate characterization of the material PVT curves. This also results in an accurate calculation of parts shrinkage and warpage. Moldex3D Lab measures materials isobaric PVT curves during a cooling process which is based on the criteria of Moldex3D Software. This also reflects very well the cooling process of the melt in the cavity.